اگر به جوش فورجینگ،سر به سر میلگرد و … به طور خلاصه همه موارد مربوط به جوش فورجینگ در استان کرمان و شهرستان های استان کرمان نیاز داشتید، ایران فورجینگ در خدمت شماست.
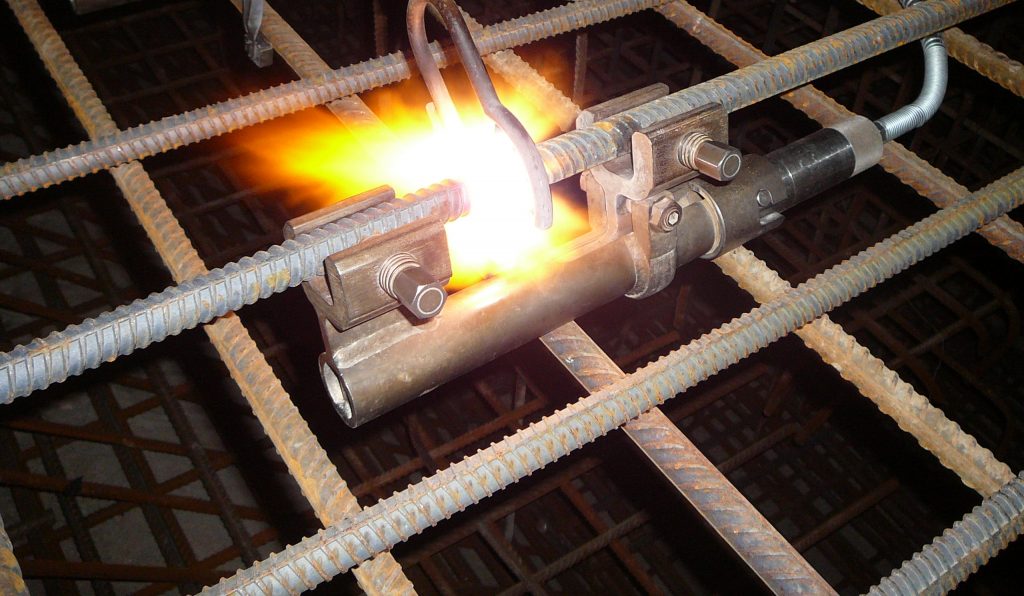
جوشکاری فورجینگ یا سر به سر میلگرد یکی از روش های رایج در روند اتصال میلگردها به یکدیگر می باشد. در این روش، شعله ای از ترکیب گاز اکسیژن با یک گاز سوختنی دیگر که معمولاً گاز استیلن است ایجاد می کنند و با استفاده از شعله، سر دو میلگرد را تا حدی گرما می دهند تا دو سر میلگردها نرم شده و حالت خمیری به خود بگیرد؛ سپس تحت اعمال فشار، را به هم متصل می کنند.
مزیت های جوش فورجینگ
- دارای کاربری آسان و قابل حمل بودن توسط نیروی انسانی
- صرفه جویی در مصرف میلگرد حدود ۰۳ درصد
- افزایش مقاومت در محل اتصال به علت افزایش قطر
- کاهش وزن سازه به علت حذف اورلب
- حفظ یکپارچگی آنالیز بار در محل اتصال
- کاهش خطاهای انسانی در مبحث آرماتوربندی و چیدمان میلگردها
- توانایی ایجاد اتصال با حداقل طول
- قابلیت استفاده در تمامی حالت ها
- کاهش هزینه حمل و نقل به دلیل کاهش مواد مصرفی
- افزایش مقاومت سازه در برابر نیروهای خارجی (زلزله و …) به واسطه کاهش وزن سازه
- عدم نیاز به برق سه فاز
- حفظ خواص متالوژیکی آرماتورها
- افزایش اختلاط بتن با میلگرد به علت کاهش حجم میلگرد
- به دلیل کاهش حجم آرماتورها دارای امکان ویبره خوری بهتر و ایدهآل تر است.
لوازم جوش فورجینگ
دستگاه برش سرد
سطح مقطع میلگرد برای به کار برده شدن در روش جوش فورجینگ باید صد در صد صاف و صیقلی باشد. هر گونه زنگ زدگی، خوردگی و له شدگی مانع کار خواهد شد. دستگاه برش سرد برای برش سطح مقطع میلگرد استفاده می شود تا بتواند در فرآیند جوش فورجینگ به کار برده شود. استفاده از سایر دستگاه های برش برای این منظور اصلاً مناسب نیست و می تواند خطراتی را به بار آورد که جبران ناپذیر است.
میله نگه دارنده میلگرد
به میله نگه دارنده میلگرد، کلمپ هم می گویند. از این بخش برای قرار دادن دو میلگرد در یک راستا استفاده می شود و خود شامل اجزای مختلفی مانند کلگی، فک ثابت، فک متحرک، پیچ های تنظیم و پیچ های نگه دارنده می باشد.
دستگاه اعمال فشار
وظیفه این دستگاه، ايجاد نيرو به وسیله فشار روغن است که توسط سیلندر هيدروليک این کار را انجام می دهد و میلگردها را پس از گرم شدن به هم متصل یا به اصطلاح فورج می کند. همچنین فشار را به نسبت قطر میلگرد می تواند زیاد یا کم کرد. شیر تنظیم فشار در این دستگاه به صورت دستی کار می کند.
مخزن ها، لوله های عبور گاز، شیرها و فشارسنج
در جوش سر به سر میلگرد دو مخزن نیاز است که یکی برای گاز استیلن و دیگری برای گاز اکسیژن استفاده می شود. هر کدام از این مخزن ها دارای شیرهای عبور گاز و فشارسنج هایی هستند که فشار گاز عبوری را سنجش و کنترل می کند. گاز خارج شده از این مخزن ها توسط لوله هایی به بیرون هدایت می شود. هر کدام از این مخزن ها یک مانومتر دارند که دارای دو درجه است. یکی از این درجه ها به سمت خود مخزن است که نشان دهنده فشار گاز داخل مخزن است و درجه دیگر نشان دهنده فشار گاز خروجی از مخزن است. باید به این نکته توجه شود که فشار مخزن اکسیژن باید بین 5 تا 7 bar و فشار مخزن استیلن باید 0.5 bar باشد.
مشعل
گازهای استیلن و اکسیژنی که توسط لوله ها به بیرون هدایت شده اند به یک مشعل می رسند و در داخل مشعل با هم ترکیب می شوند. با ترکیب گازهای اکسیژن و استیلن مخلوطی به دست می آید که قابلیت اشتعال دارد و برای گرم کردن سر میلگرد و نرم و خمیری کردن آن مورد استفاده قرار می گیرد. همچنین مشعل دارای شیرهای تنظیم است که با تنظیم میزان خروجی گازهای اکسیژن و استیلن و کم و زیاد کردن این ترکیبات می توان مخلوط گازی با ویژگی های متفاوت ایجاد کرد که روی ویژگی های شعله حاصله تأثیر دارد و بسته به کاربرد مورد نظر این تغییرات اعمال می شود.
اجرای صحیح جوشکاری سر به سر میلگرد
از آنجایی که برای اجرای جوشکاری سر به سر میلگرد پارامتر ها و عوال بسیار زیادی تاثیرگذار هستند در صورت استفاده از این روش در هر کجای سازه باید از قوانین و مقررات مخصوصی استفاده شود و هر لحظه کیفیت و اجرای صحیح جوش، تحت کنترل و نظارت دقیق قرار گیرد.
ضوابط و مقرراتی که برای اجرای این نوع جوش وجود دارد به طور کاملاً سختگیرانه تعیین شده است. به طور مثال یکی از ضوابط و مقرراتی که به وسیله مرکز تحقیقات راه و شهرسازی تعیین شده است، این است که در صورت استفاده از این روش جوشکاری، تمامی جوش ها در هر جای سازه باید به طور چشمی مورد بررسی و نظارت قرار گیرد و هیچ جوشی از قلم نیفتد.
علاوه بر این، برای اطمینان بیشتر کیفیت جوش های صورت گرفته، ناظر باید از هر دویست جوش انجام شده، سی عدد از آنها را به وسیله تست التراسونیک مورد بررسی قرار دهد. این ضوابط به قدری سختگیرانه هستند که در صورت وجود یک جوش مشکل دار، ایراد آن جوش حتماً باید برطرف شود، تا جوشکاری مورد تایید قرار گیرد. و در صورتی که تعداد جوش های اشکال دار از ۲ عدد بیشتر باشد، تمامی جوش ها باید مجدد تست شوند و در طول مدت بررسی هیچ جوش جدیدی زده نشود.
در صورتی که با روش اولتراسونیک، نقصی در جوشکاری دیده شود، تنها لازم است تا جوش معیوب حذف و جوشکاری مجدد انجام شود و یا اینکه میلگرد هایی با قطر های مشابه اضافه گردد.